 ご相談・お問合せ
ご相談・お問合せ
バランスシャフト加工後のバリ取り工数の削減による製造リードタイム短縮事例
| 御困り事内容 | 加工後のバリ取り工数の削減 | 業界 | 自動車 |
|---|---|---|---|
| 用途 | エンジン部品 | 提案効果 | 工数削減・効率化 |
Before
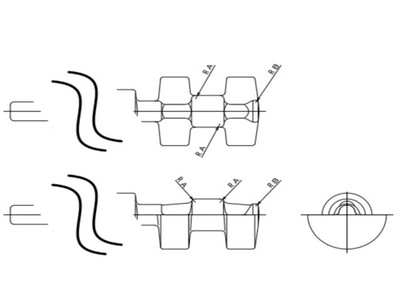
この事例は、バランスシャフトの加工後のバリ取り工数削減により加工コストの低減および製造リードタイム短縮を実現したVA・VE提案・カイゼン事例になります。
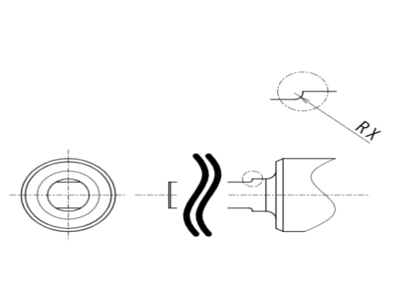
バリ取りは、様々な工法で広く使用される仕上げ加工の一つですが、かなり手間な作業であると言えます。
バリ取りは、様々な工法で広く使用される仕上げ加工の一つですが、かなり手間な作業であると言えます。
After
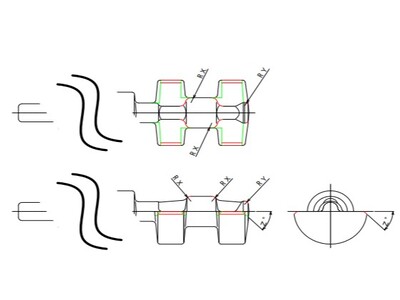
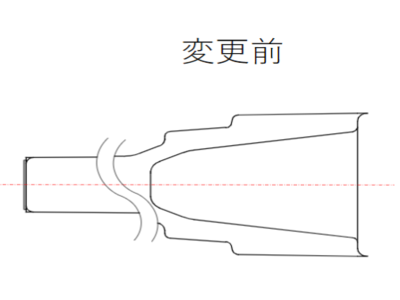
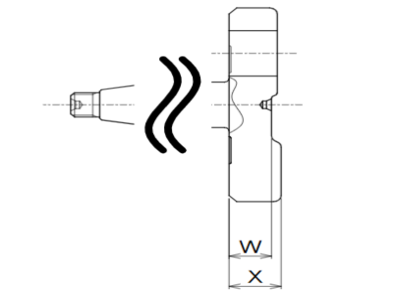
お客様からのご相談を受けて、当社では粗材の各角部にRを追加し、加工後のバリ発生を抑制することにより、バリ取り工数を削減することに成功いたしました。
バリ取りは、専用の工具やブラシを用いて手作業で、あるいはブラスト処理により自動で行う方法がありますが、いずれの場合もバリの程度により加工時間が大きく左右されます。
バリ取りは、専用の工具やブラシを用いて手作業で、あるいはブラスト処理により自動で行う方法がありますが、いずれの場合もバリの程度により加工時間が大きく左右されます。
POINT
本事例のポイントは、粗材の形状変更によるバリ発生の抑制と、それに伴うバリ取り工数の削減を実現した点にあります。
当サイト量産シャフト加工VA・VEセンターを運営する東陽製作所では、本事例のような加工工程の見直しをはじめとするコストダウン提案を得意としております。特にバリ取り工数の削減は。コストダウンだけでなく、加工時間の短縮や部品品質の向上等QCDすべてに影響を与えます。バランスシャフトの量産についてお困りの方はお気軽にご相談ください。
当サイト量産シャフト加工VA・VEセンターを運営する東陽製作所では、本事例のような加工工程の見直しをはじめとするコストダウン提案を得意としております。特にバリ取り工数の削減は。コストダウンだけでなく、加工時間の短縮や部品品質の向上等QCDすべてに影響を与えます。バランスシャフトの量産についてお困りの方はお気軽にご相談ください。
VA・VE事例一覧

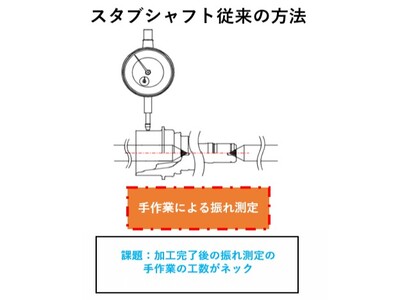
スタブシャフトの切削加工における工具のコストダウン事例
| 御困り事内容: | コストの削減 |
|---|---|
| 用途: | ドライブトレイン部品 |
| 業界: | 自動車 |
| 提案効果: | 工具費の低減 |
設備の2ライン持ちによる1個当たり工数低減事例
| 御困り事内容: | 工数削減 |
|---|---|
| 用途: | ドライブトレイン部品 |
| 業界: | 自動車 |
| 提案効果: | 工数削減・効率化 |
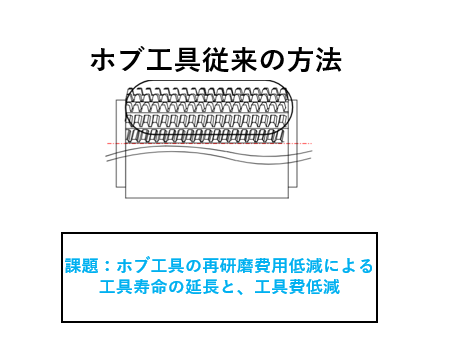
ホブの工具寿命を延ばすことによる工具コストダウン事例
| 御困り事内容: | コストの削減 |
|---|---|
| 用途: | ドライブトレイン部品 |
| 業界: | 自動車 |
| 提案効果: | 工具費の低減 |
スタブシャフトの加工不良率低減に伴うコストダウン事例
| 御困り事内容: | 加工不良率の改善 |
|---|---|
| 用途: | ドライブトレイン部品 |
| 業界: | 自動車 |
| 提案効果: | 不良率の低減 |
粗材の形状変更による原価低減・軽量化の提案事例
| 御困り事内容: | コストの削減 |
|---|---|
| 用途: | ドライブトレイン部品 |
| 業界: | 自動車 |
| 提案効果: | 軽量化 |
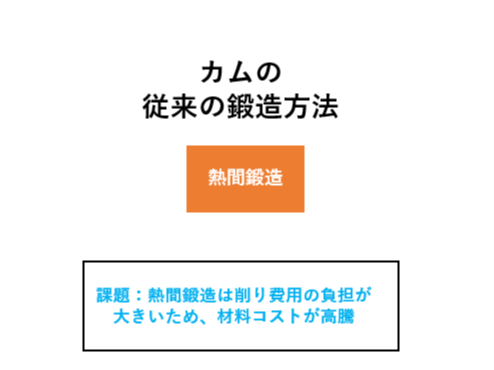
自動車用ステアリング部品の一つであるカムの鍛造工法転換によるコストダウン事例
| 御困り事内容: | 工法転換 |
|---|---|
| 用途: | ステアリング部品 |
| 業界: | 自動車 |
| 提案効果: | 材料歩留まり向上 |
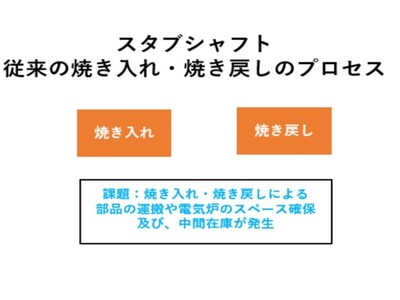
焼入れ・焼戻しの工法変更による工程集約事例
| 御困り事内容: | 工程改善 |
|---|---|
| 用途: | ドライブトレイン部品 |
| 業界: | 自動車 |
| 提案効果: | 工数削減・効率化 |
加工治具一体化による脱着回数削減で作業効率の改善事例
| 御困り事内容: | 工程改善 |
|---|---|
| 用途: | エンジン部品 |
| 業界: | 自動車 |
| 提案効果: | 工数削減・効率化 |
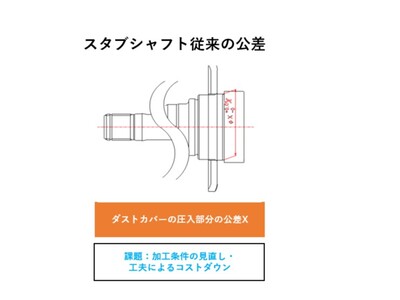
寸法公差緩和による仕上げ工程廃止で作業効率向上の事例・製造リードタイム短縮事例
| 御困り事内容: | 工程改善 |
|---|---|
| 用途: | ドライブトレイン部品 |
| 業界: | 自動車 |
| 提案効果: | 工数削減・効率化 |
バランスシャフト加工後のバリ取り工数の削減による製造リードタイム短縮事例
| 御困り事内容: | 加工後のバリ取り工数の削減 |
|---|---|
| 用途: | エンジン部品 |
| 業界: | 自動車 |
| 提案効果: | 工数削減・効率化 |
バランスシャフト量産加工の工具費コストダウン事例
| 御困り事内容: | コストの削減 |
|---|---|
| 用途: | エンジン部品 |
| 業界: | 自動車 |
| 提案効果: | 工具費の低減 |
農機用量産部品における寸法変更及び、加工レスによるコストダウン事例
| 御困り事内容: | 加工レス化による加工費の削減 |
|---|---|
| 用途: | エンジン部品 |
| 業界: | 農機 |
| 提案効果: | 工数削減・効率化 |


 技術資料ダウンロード
技術資料ダウンロード